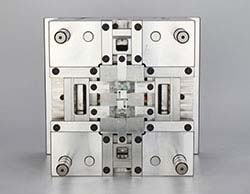
精密金型製造における15年の経験
プラスチック射出成形金型の製造と加工に焦点を当てる
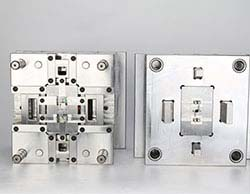
プラスチック射出成形金型の製造と加工に焦点を当てる
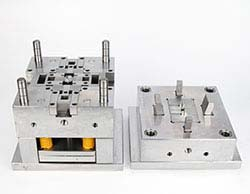
プラスチック射出成形金型の製造と加工に焦点を当てる

弊社は部品の品質を保証するためにいろいろな改善対策を実施しています。今日は皆さんに品質管理部のゼロNG計画を説明させます。
我々の品質管理部のゼロNG計画は十五つの注意点があります。下記通り:
1.パーツの受入
①パーツの数量と図面品番を確認して、コードをスキャンします。(担当者:課長)
②パーツを相応な状態の放置区域に収納します。
2.パーツ手配(課長)
①課長は棚にあるパーツを片付けて、納期を通して、各工程の検査員に手配します。
②課長は手配する前、ERPシステムに予定な時間を入力します。
③検査員に手配する前、図面測量の注意事項を記録表に書きます。
3.検査員の作業前準備
①パーツのお客様注意点を読みます。
②加工原図の翻訳内容及び加工記録表の注意事項を真面目に読みます。
③数量、材質、表面処理顔色(対照表参照)を確認して、異常がなければ、業務枠内の数量、表面処理等の所に「√」を書きます。
④外観検査基準(11点の外観注意点)を参照して、パーツ形状(3Dデータ参照)を検査します。
⑤CADデータを参考のみとして、PDFを標準とします。
4.フライスしたパーツの測量
①スライスしたパーツは単辺0.2余量があって、公差オーバーか確認します。
②水穴のタップ(管制タップ)はネジで合わせて、パーツ表面よりちょっと低くて(深さ:0.3-0.5)、深過ぎて不可です。
③タップはネジで合わせて、太いタップと細いタップを区分して、ネジとパーツの垂直度は0.1以内に確保します。そして、タップの深さは深くてもいい、浅くて不可です。
④排位パーツと板金には、余量を両辺平分するか検査します。(一般的、分中加工法です。もし、基準方向加工法を採用すれば、加工図面に特に記載する必要です。)
5.研磨パーツの測量
①先ず、バリを除いて、測量します。もし、成型部にはバリを残ったら、研磨部に返して、修理させます。
②パーツの垂直度を注意して、垂直度の範囲(0.002-0.003以内)を確保します。公差をオーバーすれば、上司に報告することになっております。
③Rカットは、先端溝の底部R0.03以内です。そして、溝垂直度は0.002-0.003以内です。
④公差を注意して、公差の中間値を狙います。(プラス公差のみ、或いはマイナス公差のみを注意)
⑤段差には、異面同寸法の段差は0.005以内です。
⑥リワークして、関係の寸法を測量し直さなければなりません。
⑦エアベント、面取りの加工漏れを注意します。
⑧刻印の余量が足りるか測量します。
6.WCパーツの測量
①WCの本件、対称件の方向が混在し易くて、注意します。
②WCの穴破損現象があるか検査します。
③WCの周辺の細穴腐蝕があるか検査します。
④WCの穴辺の斜度大きさと深さを確認します。
⑤WCの穴距離と穴位置の座標値を測量します。
⑥WC位置変形と大きなバリを防止するため、CNCした後、WCします。
⑦WCの排位パーツと板金には、余量平分か確認します。(一般的、分中加工法です。)
⑧零位が中心線にあるか注意します。
7.CNCパーツの測定
①CNCしたら、放電する所には、公差のオーバーか確認します。
②CNC加工面粗さをきれいにして、顕著な刃跡が無き事です。
③CNC加工溝の底部に放電で角カットします。
④CNC加工位置決め穴には、ピンで合わせて、垂直度を検査します。
⑤CNC加工後、WCの四面分加工するため、FGの四つの方向の対称と単辺0.01残りを確保します。
8.丸物の測量
①丸物の直身位を多点(上中下)測量します。
②丸物の各段位の軸心は0.005以内です。
③平面パンチの先端部の公差を確保して、カケ不可で、直身位平面度の公差は0.01以内です。
④丸物の掛台に角逃げします。(070は面取り不可で、角カットするしかありません。)
⑤平面パンチの同心度誤差は0.1以内で、上下軸同心度誤差は0.1以内です。
⑥ザグリ穴とWC穴の同心度は一般公差が0.12(0.005英製)です。(ザグリ穴とWC穴の同心ズレを注意します。)
9.放電パーツの測量
①先ず、3Dデータを参照して、放電加工形状を確認します。
②公差範囲を0.003オーバーする放電パーツを特採品として、処理します。ただし、プラス公差をマイナスに加工して、或いは、マイナス公差をプラスに加工することがあれば、リワークして、或いは上司に報告しなければなりません。
③電極連接の所にバリかステップがあるか注意します。
④放電面が研磨面と接触する寸法は、研磨寸法に影響して不可です。
⑤ゲートの奥を拡大鏡で検査して、炭積めが無き事です。
⑥放電したWC穴があれば、WC穴をピンで合わせて、再確認します。
⑦変形易いパーツを放電して、変形を修正して、研磨寸法を再確認します。
⑧不良品を混在しないように、すべてのパーツを一字に並んで、形状を確認します。
⑨025様のパーツには、測量した後、材質の高度を再測定することになります。
10.PGパーツの測量
①角ダレを防止するため、超硬品を合わせる時、クリップで挟むことと銅棒で敲くことは禁止です。
②パンチ掛台の角カットは0.15で、先端と連続するストレース部の角カットは0.1です。
③顕著な傷跡が無き事です。
④PGパンチの外形寸法は±0.002公差で測量して、先端角カケ不可です。
11.プレスパーツの測量
①刃口位置はカケが無き事で、奥穴中心位置を0.002公差以内を確保して、外形公差は-0.002以内です。
②入れ子の内穴斜度を加工するか確認します。ある入れ子の部分区域の斜度を加工して、図面を参照して、判断します。
③入れ子の2D、3Dデータは一般的に隙間を保留して、もし、隙間を増加すれば、別に説明します。
④パンチが入れ子と合わせる部には、±0.005公差で測量します。
12.リワーク、NG処理
①パーツ異常には、検査員から異常報告書(異常原因の記載)を提出して、上司に渡します。上司は確認して、(再製、特採、修理)判断します。
②制作途中のNGには、生管担当に渡して、再製を手配させます。全加工済みのNGの場合は、お客様に報告して、特採か再製か決めて頂きます。もし、修理に判断すれば、加工担当者に返します。
③品検室から出る時、ERPシステムにコードをスキャンしなければなりません。(NG、修理の選択項目が有る)
13.検査報告書
①お客様の管理要求を参照して、検査報告書を作ります。
②真実を探求して、公差オーバーが発生したら直ちに顧客に報告して、特採か再製か決めて頂いて、絶対に真実を隠さない。
③手書き報告書、パソコン入力報告書を問わず、できたら、加工原図を参照して、再確認しなければなりません。
14.梱包前検査
①梱包担当者はパーツの数量、本件、対称件を再確認します。
②加工漏れと不良品の流失を防止するため、図面を参照して、加工注意事項及びパーツ形状を再確認します。
③パーツにバリを最後に削除します。
15.梱包
①パーツを清潔します。(アルコールのみでパーツを拭いて、吹き干して、防錆油を噴きます。錆防止のため、アルコールで浸してはいけません。)
②お客様の梱包基準通り、梱包します。
③梱包できたパーツに出荷ラベルを付けて、相応な収納箱に入れます。
品質管理部のゼロNG計画の説明はここまで、弊社は精密プラスチック金型部品、精密コネクター金型パーツ、精密自動車用金型部品など加工専門メーカー。お客様の満足の行くサービス「品質、納期、価格」を提供しています。