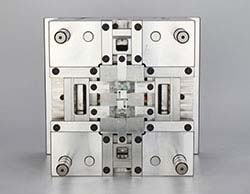
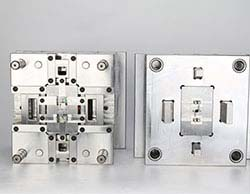
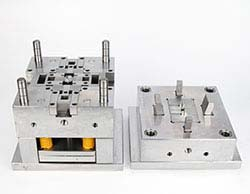
- 金型ガイドブシュの加工
- 文章来源: 責任編集: 人气:2208 発表時間:2014-10-29
金型ガイドブシュの加工.普通は太い车削後逃げ道が0 . 3 mmの磨削残量、発热(常用20钢カーボン滲入、深さは0 . 8 ~ 1 . 2 mm、淬硬~ 58)62hrc後進行内)、外円磨削だった。ガイドブシュにより、ストリッパーイゼヨン)のサイズの精度の要求の高さ、そして内と外丸い穴同軸、所々でなければならない磨削加工の时に、まず磨いい内に穴が、これをトランクによく軸を研ぐ以外ではなかった。ガイドブシュばとダイホルダーの固定采用接着のプロセスになっており、外円の轴の度を消化しなければならないが高くなるほど、ガイドブシュの外圓云えば必要磨削加工。コンサイズの成功率を高めるために精度と改善の表面にしなければならない粗糙度研磨なければならない部分を含めて丸い磨削後逃げ道が0 . 01 ~ 0.015 mm研ぎ残量だ。研ぎガイドブシュ常用スタンド単轴または2スピンドルグラインダー、时にでも旋盤に使ったり珩磨機珩磨研磨する。旋盤でなければ、研磨ガイドブシュ、まずはは研磨道具で、壁に挟まれ、旋盤卡盘均一に涂るは研磨剤、そして軒でガイドブシュ用として、尾の座に惑わされることなく、人才が研磨道具を調節研ぎツールやガイドブシュの松紧(手を回すガイドブシュに労力を基準)だった。研ぎのときは、工作机械連動研ぎツール回転、ガイドブシュは丸い口レンチに挟まれては、手作りで沿海研ぎツールを軸に作往復運動をしている。金型ガイドブシュの加工
宜澤金型と関連メーセージ
宜澤金型からのお勧め製品